
Полипропиленовые трубопроводы уже настолько стали привычны в современном жилье, как те же пластиковые окна или конструкции из гипсокартона. Конечно, существуют и другие популярные материалы для монтажа квартирных водопроводов или систем автономного отопления, например медные или металлопластиковые, тем не менее пальма первенства все же за полипропиленом (ПП).
И это не случайно, ведь пайка полипропиленовых труб – занятие, которое способен освоить любой, кто не боится работать своими руками, проявляя при этом терпение и аккуратность. В результате домашний мастер получает обновленную систему коммуникаций в своей квартире, а также экономит немалую сумму денег на привлечении сторонних специалистов.
Содержание:
Подготавливаем материал и инструмент
Материал
Несмотря на то, что рынок переполнен предложениями полимерной сантехнической продукции полипропиленовые трубы разных производителей имеют схожую техническую маркировку.
Интересующие нас основные показатели – это структура материала и параметры максимального рабочего давления (PN, атм.) трубы (Таблица 1):
| Обозначение | Значение |
|---|---|
| PPR PN 10 | гомогенная, для ХВС |
| PPR PN 16 | гомогенная, для ХВС высокого давления или низкотемпературного отопления |
| PPR PN 20 | гомогенная, для ХВС и ГВС |
| PPR-Al-PPR PN 25 | с внешним алюминиевым армированием, для ХВС, ГВС, отопления |
| PPR-Gf-PPR PN 20 | со стекловолоконным армированием, для ХВС, ГВС, отопления |
| PERT-Al-PPR PN 25 | внутреннее армирование алюминием, для ХВС, ГВС, отопления |
Инструмент
Первое и самое главное средство производства коммуникаций из полимера ПП – это аппарат для сварки полипропиленовых труб, т.е. специальный паяльник. Он позволяет сращивать элементы (фитинги, трубы, фасонные детали) из термопластичного полимера. При соблюдении правил пайки соединения получаются гомогенными (однородными), ничем ни отличаясь по структуре от самого монтируемого материала.
Для трубопроводов небольших диаметров (до 63 мм) можно использовать паяльники муфтовой (раструбной) пайки. Аппараты стыковой сварки уже способны соединять трубы Ø 300 мм и более.
На заметку. Выбирая модель инструмента для монтажа квартирной разводки и стояков, можно ограничиться недорогими изделиями, способными работать в размерном ряду до Ø 40 мм.
В свою очередь они производятся двух типов – с плоской нагревательной частью и с цилиндрической. Плоские паяльники часто предлагаются в бюджетном исполнении и вполне подходят для разовых работ. Более дорогие модели с цилиндрическими нагревателями востребованы у профессионалов, так как они позволяют выполнять монтаж в труднодоступных местах (смотрите рисунок ниже).

1. Паяльник с плоским нагревателем.
2. Паяльник с цилиндрическим нагревателем.
На паяльник для полипропиленовых труб закрепляются парные насадки-матрицы, соответствующие диаметрам обрабатываемых материалов. Одна из насадок предназначена для прогрева внутренних поверхностей полимерных деталей, а вторая для внешних.
Полимерный сантехнический материал подготавливают к сварке с помощью трубореза, торцевателя-фаскоснимателя или шейвера (шабера).

Шейвер для зачистки труб из полипропилена с внешним армированием.
Труборез (ножницы) помогает быстро и качественно приводить длину трубных отрезков к требуемым величинам. Использование ножовки не рекомендуется, так как она оставляет рваные края и большое количество опилок.
На заметку. Торцеватели и шаберы могут быть рассчитаны на вращение руками или посредством дрели. Механизированный вариант подойдет для работы с большими объемами, но требует некоторых навыков от исполнителя.
Кроме того, полифузная сварка полипропиленовых труб не обходится без стандартного монтажного набора сантехника, состоящего из слесарных ключей, перфоратора, отверток, рулетки, карандаша и т.д. А работая с паяльником в тканевых перчатках, вы убережете руки от многочисленных ожогов, которые неизбежны при контакте кожи с разогретым инструментом.
Важные моменты сборки трубопроводной системы
До начала сварных работ необходимо тщательно продумать всю структуру и последовательность соединений. Неплохо подготовить эскизный набросок с указанием ключевых элементов, поворотов, тройников, компенсаторов. Так как полифузная стыковка является неразъемной, то могут возникать ситуации, когда изготовление очередного сварочного узла оказывается невозможным. Это типичный случай для пайки полипропиленовых труб в труднодоступных местах.
Учитывайте температурные деформации
При монтаже полипропиленовых сантехнических материалов следует учитывать их особое физическое свойство – заметно вытягиваться при нагреве. Из всех видов труб по величине коэффициента температурного удлинения (0,15 мм/м*К) они немного уступают только лишь полиэтилену. Поэтому пайка, в частности протяженных прямых или участков под заделку, должна осуществляться с учетом компенсаций их удлинений.
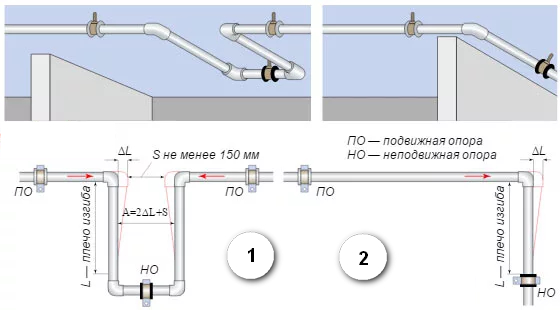
При открытой прокладке в трассы врезаются П-образные (1) или Г-образные (2) сегменты, изготавливаемые на месте либо заводские петлеобразные компенсаторы для полипропиленовых труб. Возможна также компенсация за счет поворотов в системе, при этом они должны иметь возможность свободно сдвигаться на опорах
При замоноличивании трассы укладывают в гофры или пеналы с запасом по размеру диаметра либо в упругие рукава с толстыми стенками, типа Энергофлекс.
Заметно меньшая (примерно в 3-5 раз) температурная деформация у армированных изделии, что делает их более подходящими для прокладки систем ГВС и отопления.
Важно! Отсутствие температурной компенсации приводит к значительным синусоидальным изменениям геометрии трубопроводов. Результатом могут быть вырванные крепления при отрытой прокладке, оторванная от стены плитка или штукатурка при скрытом монтаже.
Соблюдайте правила крепления инженерной конструкции
Надежная фиксация для коммуникаций из полимеров имеет еще большее значение, чем для их стальных аналогов. Шаг установки и тип опор зависят от диаметра полипропиленовых труб, а также от температуры, транспортируемой по ним жидкости. Нарушение правил крепления может приводить к провисанию трубопроводов, особенно горячих, их «подпрыгиванию» и стукам под действием пульсации давления.
Таблица 2. Рекомендуемый шаг опор для типовых горизонтальных линий квартирной разводки ХВС и ГВС, мм.
| Наружный диаметр ПП-трубы, мм | Температура воды, ºС | ||
|---|---|---|---|
| 20 | 30 | 40 | |
| 16 | 500 | 450 | 400 |
| 20 | 550 | 500 | 450 |
| 25 | 650 | 550 | 500 |
Водопроводные стояки диаметром до 32 мм можно закреплять реже. Расстояние между фиксирующими хомутами принимается не более 1000 мм. Если же диаметр стояков больше, то допускается шаг до 1500 мм.
Монтируя крепления, необходимо следить, чтобы они не препятствовали линейным деформациям полимерного материала. Предпочтительней монтаж скользящих опор. По линии жестких креплений предусматривается установка компенсаторов на полипропиленовые трубы.
Следует знать, что запорная и регулирующая арматура в системах с номинальным диаметром 40 мм обязательно закрепляется жестко. При меньших диаметрах крепления также желательны, чтобы исключить передачу нагрузок от использования сантехнических устройств на трубы.
Работа с аппаратом для сварки полипропиленовых труб
Хотя процесс монтажа водопровода из полипропиленовых труб своими руками не относится к космическим технологиям, все же нарушение некоторых его правил может доставить серьезные неприятности. Сложности могут возникнуть как на этапе сборки, так и уже после ввода коммуникаций в эксплуатацию.
Например, при слишком сильном вдавливании трубы в раструб фитинга, происходит завальцовка условного прохода водопровода. Это приводит к значительным гидравлическим потерям на бракованном участке или к полному прекращению тока жидкости. Если же не соблюдать температурные режимы пайки, то на холодном соединении не будет полноценной диффузии молекул полимера между сращиваемыми поверхностями, а на перегретом произойдет деградация формы и химической структуры материала деталей.

Заужение условного прохода трубы в следствии перегрева соединяемых деталей.
Поэтому, перед тем как паять полипропиленовые трубы, внимательно изучите инструкцию к сварочному аппарату. В ней указаны многие полезные практические нюансы монтажа.
К примеру, средняя таблица временных паечных режимов для ходовых типоразмеров элементов квартирного водопровода выглядит так (Таблица 3):
| Стандартный трубный диаметр | Минимальное время разогрева материала на насадке матрице, с | Время на соединение деталей, с | Время удержания деталей для охлаждения стыка, с |
|---|---|---|---|
| 16 | 5 | 4 | 2 |
| 20 | 5 | 4 | 2 |
| 25 | 7 | 4 | 2 |
| 32 | 8 | 6 | 4 |
| 40 | 12 | 6 | 4 |
Важно! Временные интервалы указаны из расчета температуры паяльника для полипропиленовых труб, установленной на уровне 255-265°С (не более 270°С). Они могут корректироваться в зависимости от температуры воздуха в рабочей зоне. Например, при +5°С продолжительность нагрева полипропиленовой трубы и её фитингов следует увеличить на 50%.
Для сварки пропиленовых труб большого диаметра (от 40 мм) уже может применяться профессиональное оборудование. В нем заготовки центруются, отводятся/подводятся и прижимаются с нормируемым усилием. Подобные станки для пайки полипропиленовых труб содержат специальные зажимы, электрические и гидравлические приводы, что снижает влияние человеческого фактора на соблюдении технологии процесса. Напротив, монтируя трубопроводы небольших диаметров при помощи простых паяльников следует больше уделять внимание правильности ручной центровки, глубине и усилию посадки, а также времени нагрева деталей.
Практический этап пайки и сборки водопровода
Приняв во внимание вышеуказанные рекомендации можно переходить к непосредственному монтажу водопровода или линий циркуляции теплоносителя. Считаем, что зона проведения работ уже подготовлена: старые коммуникации демонтированы, рабочее место освобождено от мусора и посторонних предметов, в непосредственной близости размещен необходимый запас материала и инструментов.
- На аппарате для сварки полипропиленовых труб устанавливаем насадки-матрицы с диаметрами соответствующими решаемым задачам. Выставляем регулятор в температуры в требуемое положение и включаем аппарат. Ожидаем 2-3 срабатываний термореле, чтобы насадки успели хорошо прогреться. Первый паечный стык лучше опробовать на специально запасенных фитингах, так как возможно потребуется корректировка температуры нагрева инструмента.
- Нарезаем трубные заготовки непосредственно под каждое их соединение. Не следует делать это заранее для всех участков системы, даже имея на руках тщательно продуманную схему с точными промерами. На практике при прокладке пластиковых водопроводных труб всегда приходится корректировать длину отдельных элементов.
- Работа с ПП-материалами от разных производителей происходит, в общем, одинаково. Может лишь потребоваться некоторая корректировка температуры пайки полипропиленовых труб из-за незначительных отличий в их тугоплавкости. Армированная алюминием продукция подлежит зачистке: шайвером от внешнего покрытия, торцевателем от внутреннего. Для улучшения качества сварного шва рекомендуется использование фаскоснимателя. Он может быть дополнительным инструментом либо совмещенным с шайвером или торцевателем.
- Следует очистить трубы на ширину сварочного пояса. Его величину можно определить по размеру рабочей части насадки матрицы или замерив посадочную глубину внутри муфтовых частей фитингов. Для очистки можно использовать чистую сухую ветошь. Дополнительное обезжиривание (спиртом, изопропанолом, специальными растворителями) позволит гарантированно получить гомогенное соединение без жировых или грязевых включений. Кроме того, обезжиривание мест под сварочный пояс позволит дольше уберечь насадки от нагара.
- Опираясь на рекомендации таблицы времени сварки (Таблица 3), труба и муфта разогреваются на насадках-матрицах. Слегка проворачивая, аккуратно снимаем детали и без задержек вставляем одну в другую. В процессе соединения полипропиленовых труб их уже не следует проворачивать. Это может вызвать неравномерное распределение пластмассы в зоне сварочного пояса, что чревато нарушением его целостности.
Испытания
Закончив монтаж системы – надежно закрепив все её элементы, подключив сантехнические приборы или установив временные заглушки, приступаем к гидравлическим испытаниям. Строительные нормы требуют осуществлять их давлением в 1,5 раза выше максимального рабочего. В бытовой практике систему сначала хорошенько продувают напором воды, а затем, перекрыв сброс, внимательно обследуют все соединения. Контролировать наличие протечек желательно не менее 15-30 минут.
Важно! Гидравлические испытания трубопроводов из полипропилена следует осуществлять не просто после полного остывания последнего сварного шва, а согласно рекомендациям производителя материала через 1-2 часа. За это время завершается формирование качественной молекулярной структуры полимерных связей.
Держите инструмент в чистоте
Эта избитая истина особенно касается ухода за насадками-матрицами паяльника для полипропиленовых труб. Скапливающийся нагар может оставаться вкраплениями в области сварочного пояса, нарушая герметичность соединения. Поэтому его следует регулярно удалять. Очистку удобно осуществлять на разогретом инструменте, протерев насадки грубой х/б тканью. Нельзя применять для этого металлические предметы или наждачную бумагу, так как будет повреждено противопригарное тефлоновое покрытие, что только усугубит в дальнейшем прилипание пластмассы.









