
Заточка фрез по металлу может показаться быстрой, эффективной и несложной. Однако для того, чтобы это произошло на самом деле, вам нужно сосредоточиться на нескольких основных принципах. Их знание облегчит работу и устранит сбои или незначительные ошибки, которые могут повлиять на последствия последующего использования.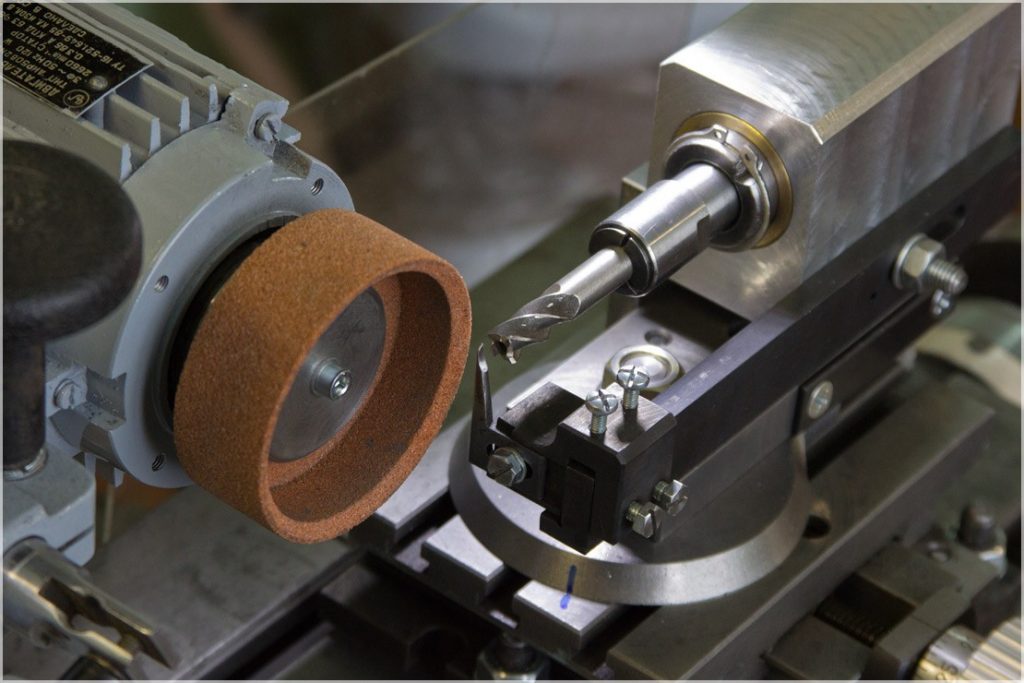
Виды фрез
Мы делим фрезы на три основные группы: по форме, геометрии лезвия и материалу. Фрезы используются для боковой и торцевой обработки, а также для черновой и получистовой обработки. Однако при оптимальном выборе параметров и лезвий их можно использовать и для прецизионной обработки.
Назначение фрез
Изготовленные из быстрорежущей стали, они представляют собой прочные инструменты, устойчивые к механическим повреждениям и рассчитанные на длительное использование. Твердосплавные концевые фрезы из высокопроизводительного мелкозернистого карбида предназначены для черновой (со стружколомом), средне-чистовой и чистовой обработки. Они отличаются высокой эффективностью по сравнению с быстрорежущей сталью и подходят для обработки закаленных деталей даже до 70 HRC.
Процесс заточки фрез
Первым делом поместим фрезу в держатель, что позволит нам правильно провести процесс заточки.
- Выберите подходящий держатель для фрезы.
- Поместите цангу в держатель под углом 45 ⁰.
- Поместите резак в держатель.
- Вкрутите гайку ручки, но не затягивайте. Важно, чтобы резак мог свободно поворачиваться в держателе.
- Выберите соответствующий диаметр заточенной фрезы с помощью ручки ползунка.
- Найдите символ 0 (ноль). Поверните ручку по часовой стрелке. Если вы заметили, что край фрезы касается фиксирующего края, затяните зажимную гайку.
Внимание:
- Убедитесь, что край лезвия параллелен установочным краям ручки.
- Для фрез с поврежденными кромками первая заточка должна быть сделана в режиме «ПОЛНАЯ» и дважды отшлифована (для хорошего результата).
- Лезвие держателя должно выступать на 35 мм (не давить на монтажный кронштейн).
- Если резак слишком короткий, рекомендуется использовать удлинитель (чтобы инструмент мог вращаться).
Чередующийся угол 30 ⁰:
- Заданное значение 0 в гнезде будет использоваться для настройки инструмента во время заточки.
- Вставьте ручку в установочное гнездо (начиная с точки 0).
- Во время заточки поверните ручку влево и вправо до упора.
- Фрезы двухстворчатые — правый и левый повороты 180 ⁰.
- 3-листовые резаки — повернуть направо и налево на 120 ⁰ — повторить дважды.
- 4-х битные фрезы — повернуть направо и налево на 90 ⁰ — повторить три раза.












